四沖程氣門機構的檢查與修復
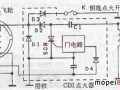
1. 氣門與氣門座的密封面有兩種損壞方式:一是氣門嚴重磨損,出現階梯狀;二是大量的積碳。一般在摩托車行駛 10000km 后應檢查氣門與氣門座的密封情況,并清理積碳。然后將氣門夾住,用細平銼刀沿氣門原來的角度,將麻點、斑痕銼掉,再用細砂布包住銼刀將氣門工作面磨光。若氣門工作面的缺陷太深,則必須對氣門工作面進行磨削,磨削的角度與氣門桿成 44.5° ,如圖 1-134 所示。氣門與氣門接觸面寬度標準值為 0.9 ~ 1.1mm ,使用極限為 2mm ,超過極限時氣門的密封很容易破壞。因此要對氣門工作面進行重新磨削,如圖 1-135 所示。
氣門桿部與導管之間的間隙,一般因排氣門較熱,其間隙比進氣門大(其標準值與使用權限見表 1 -17 所述)。超過極限時,一方面會向缸內泄漏潤滑油,另一方面會破壞氣門的導向作用,從而產生漏氣。所以當超過使用極限時必須及時更換氣門,若磨損過大,只更換氣門不能達到目的時,還必須更換氣門導管。氣門導管與缸蓋是過盈配合,以避免發動機工作時因高溫造成導管的脫落。一般廠家供應的加大氣門導管,其外徑有 +0.05 、 +0.25 、 +0.5mm 三種,導管安裝孔要按過盈較大配合進行鉸制。導管安裝后伸出汽缸蓋的高度要符合原廠規定,否則會影響氣門的工作。氣門桿如產生彎曲,必須進行校正。
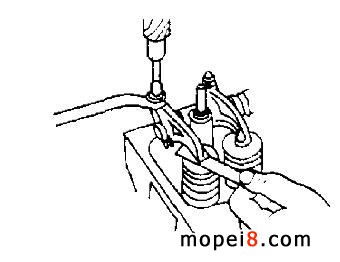
所有更換或磨削、修整的氣門都要與氣門座進行配研后才能使用。配研時要將氣門放在間隙合適的導管內用橡皮捻子吸住氣門頭(如圖 1-137 所示),使氣門做上下和旋轉運動。先逆時針方向旋轉 120° 后,再順時針方向旋轉 120° 。在變換旋轉方向的同時,要將氣門提起旋轉一個角度后,再落下,以保證研磨的均勻。研磨時要在氣門桿上涂上潤滑油,沿氣門工作面先涂上一層 120 號的粗研磨砂,在研磨一段時間后,再換成 280 號細研磨砂,要避免研磨砂掉入氣門桿與導管之間。
待磨出一條灰色無光的環帶后,將研磨砂洗掉,涂上潤滑油再磨幾分鐘后即完成研磨工序。研磨好的氣門桿與導管必須清洗干凈,不能留有任何一點研磨砂。研磨好的氣門必須要進行密封試驗,試驗的方法有兩種:一是將氣門安裝好,裝上氣門彈簧和鎖夾,從氣口內灌入煤油(如圖 1-127 中 ② 所示),保持 4 ~ 5min ,若無滲漏即表示密封良好。另一種方法是用軟鉛筆在氣門工作面上均勻的劃上很多平行的線條(如圖 1-138 所示),然后將氣門放入相配研的氣門座內使之接觸后(如圖 1-127 中 ① 所示),旋轉氣門 1/8 ~ 1/4 圈,取下氣門檢查,若所有的鉛筆線被切斷,即表示密封良好。
2. 氣門座燒蝕、損壞或與氣門的接觸帶超過使用極限時(使用極限與氣門接觸面的使用極限一樣),要對氣門座進行鉸制加工。使用的鉸刀必須以導管孔做導向,用三種不同角度的鉸刀,如圖 1- 139 所示。先用 45° 鉸刀鉸制工作面,再用 65° 鉸刀加工,以確定工作面的上界限,如圖 1-140 中 ① 、 ② 所示。接著再用 30° 鉸刀加工(如圖 1-141 中 ② 所示),以確定工作面的下界限。要求與氣門的接觸部位在氣門斜面的中下部位,如圖 1-135 所示。若接觸面偏向氣門頭上部時應加大 65° 鉸刀的加工量,若接觸面偏向氣門頭的下部應加大 30° 鉸刀的加工量,最后還要使與氣門的接觸面寬度保持在 0.9 ~ 1.1mm 內。鉸制完的氣門座必須與氣門再進行研磨工序。
當鉸制氣門座時與氣門的接觸帶偏向氣門頭的下部,使氣門頭部厚度小于 1mm 時,更換新氣門也不能改變接觸帶的位置時,必須考慮更換氣門座圈。一般氣門座圈與缸蓋是過盈壓配上去的,一般廠家供應加大氣門座圈的配件,座圈安裝孔需按過盈較大的配合進行加工。 3. 氣門彈簧的檢查。氣門彈簧在使用后會產生彈力減弱或是永久變形,這些都會影響氣門的正常回位和密封,必須及時更換。氣門彈簧檢查項目有三項:一是自由長度,其變化是表示彈簧產生了永久變形。表 1-18 為彈簧自由長度的標準值與使用極限數據。氣門彈簧第二個檢查項目是垂直度,其檢查方法如圖 1-142 所示。使用極限,用與直尺之間的角度或是彈簧端部與直尺的距離來表示,一般為 3° 或 1.5mm 左右。氣門彈簧第三個檢查項目是彈簧的剛度,一般用彈簧在工作時的高度和其彈力的大小來表示。
4. 氣門搖臂與搖臂軸的檢查。氣門搖臂一端與凸輪接觸為滑動摩擦,是易磨損部位,出現燒蝕或異常磨損時,應及時更換。氣門搖臂與搖臂軸之間的配合間隙,其標準值與使用極限如表 1-19 所示。超過極限時應換氣門搖臂或搖臂軸。
5. 凸輪軸與凸輪軸軸承孔的檢查。凸輪軸易磨損的部位有兩處:一是凸輪升程區,即凸輪基圓到凸輪頂端的距離,該部位磨損會影響氣門升程高度,即氣門打開的高度,從而影響進排氣的質量。表 1 -20 為凸輪升程的標準值與使用極限表,超過極限要及時更換凸輪軸。二是凸輪軸軸頸與軸承孔的配合。凸輪軸軸承有兩種形式,一種為下座上蓋,測量此種軸承孔時,必須用規定的扭矩旋緊軸承蓋螺栓后,才能測量孔徑的尺寸;另一種為整圓襯套式的軸承孔,此種軸承孔,凸輪軸安裝時必須從一端穿入軸承孔內,因此凸輪軸上的幾個軸承孔尺寸大小就不一樣,其配合間隙也有區別。表 1-21 為凸輪軸與軸承孔間隙的標準值與使用極限的數據。
6. 挺柱與挺柱孔的檢查。對于下置式凸輪軸,還要檢查挺柱與挺柱孔的配合間隙,一般挺柱與挺柱孔的間隙為 0.01 ~ 0.4mm ,使用極限為 0.1mm 。
7. 挺桿的檢查。對于下置式凸輪軸,還要進行挺桿的檢查。如幸福 XF125 型,要求挺桿長度標準值為 141.12 ~ 141.45mm ,使用極限 141mm 。
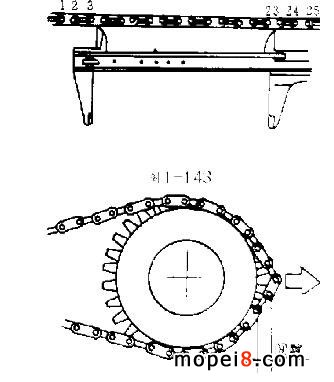
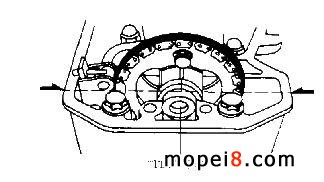
8. 正時鏈條的檢查。正時鏈條磨損后伸長,不但產生噪聲還會破壞鏈輪的配合,必須及時更換。測量鏈條伸長的方法有兩種:一種是拉緊鏈條后用卡尺測量 20 節鏈節的長度(如圖 1-143 所示)。當節距為 9.525mm 時,其 20 節標準長度為 190.5mm ,使用極限為 193.5mm ;當節距為 12.7mm 時,其 20 節標準長度為 254mm ,使用極限為 258mm 。另一種方法是,用鏈條半鏈輪包起來(如圖 1-144 所示),將鏈條中間部位拉起來,當其間隙超過半個齒高時,就表示鏈條已不能使用。
9. 正時齒帶的檢查。現在很多摩托車采用聚氨酯制造的正時齒帶,若齒帶上出現裂紋,膠質磨損,缺齒,帆布層顯露時,均應更換。
10. 正時齒帶輪的檢查,是檢查正時齒帶輪的外徑的磨損。
11. 正時鏈輪的檢查。鏈輪磨損會產生噪聲和加速鏈條的磨損(如圖 1-145 所示),必須及時更換。
12. 導管油封是橡膠件,容易老化,最好定期更換。當機油消耗量多時,就首先考慮更換它。
三、四沖程氣門機構的重新裝配
1. 裝配前必須清洗干凈所有的零件,并用壓縮空氣(氣筒)吹通所有的油道與油孔。
2. 在所有有相對運動的零件上涂上潤滑油,以免在發動機初始運轉時發生干摩擦。
3. 裝配氣門時必須配對入座,保證與相配研磨的氣門座相配。使用氣門彈簧壓縮器壓縮氣門彈簧后裝入氣門鎖夾,不要過分壓縮彈簧,以免損壞彈簧。
4. 旋緊凸輪軸軸承座安裝螺栓時,必須達到規定的扭矩: M8 螺栓力矩為 23N·m , M6 螺栓力矩為 10N ·m 。緊固時用從中間向兩邊逐步旋緊的方法,以免使凸輪軸產生不必要的安裝應力。凸輪軸安裝后,要測量凸輪軸的軸向間隙,一般應在 0.05 ~ 0.15mm 之間,可以用墊片進行調整,要更換損壞的油封。
5. 凸輪正時鏈輪、正時齒輪與凸輪軸之間有銷釘或鍵進行定位連接,其緊固螺栓力矩必須按規定扭矩進行, M6 螺栓力矩為 8 ~ 11N·m , M8 螺栓力矩為 23N·m 。
6. 安裝搖臂軸時,必須將軸的油孔對準搖臂軸孔上的油道,以確保潤滑油進入搖臂軸與孔之間。
7. 在汽缸蓋上裝好氣門、凸輪軸、搖臂軸后,裝上汽缸蓋墊和導油管,然后安裝在汽缸體上。汽缸蓋螺栓,要從中間向兩邊分二次逐步旋緊,以免汽缸蓋產生不正常變形。螺栓必須按規定力矩旋緊, M6 螺栓力矩為 8 ~ 12N·m , M8 螺栓為 23N·m , M10 螺栓為 43N·m 。
8. 裝正時鏈條或正時齒帶前,必須將曲軸正時鏈輪或正時齒帶輪上的標記對準汽缸體或曲軸箱上的標記,凸輪軸正時鏈輪或凸輪軸正時齒帶輪上的標記對準缸蓋上的標記,如圖 1-146 所示。然后再將正時鏈條或正時齒帶上的標記與曲軸鏈輪或正時齒帶輪、凸輪軸鏈輪或正時齒帶輪上的標記對正。
9. 正時鏈條或齒帶裝上后,安裝上拖鏈板、張緊板及張緊機構,最后進行張緊力的調整,一般為壓下 98N 的力,其垂度應在 5 ~ 7mm 。
10. 氣門間隙的調整。應將曲軸旋轉至活塞位于壓縮行程的上止點位置,這一位置一般由飛輪上或曲軸皮帶上的標記“ T ”表示。對于對置或并列兩缸機,第二缸的壓縮行程上止點應是再旋轉曲軸 360° 的位置。對于四缸機,當第一缸位于壓縮行程上止點時,可調整一缸進排氣門、第二缸進氣門和第三缸排氣門的氣門間隙,如圖 1-147 中的“ A ”所示。當旋轉曲軸 360° ,使第四缸位于壓縮行程上止點位置(可觀察凸輪軸是否對氣門搖臂有頂起作用來判斷)時,可調整第四缸的進排氣門、第二缸的排氣門和第三缸的進氣門的氣門間隙,如圖 1-147 中的“ B ”所示。
對于有氣門搖臂的氣門機構,氣門間隙是依靠調整氣門間隙調整螺釘來實現的,如圖 1-148 所示。用塞尺進行測量,當氣門間隙調整螺釘達到規定間隙值后,用螺絲刀固定住氣門間隙調整螺釘,再旋緊鎖緊螺母,其螺母的扭矩 M6 為 7 ~ 11N·m , M8 的扭矩為 23N·m 。對用凸輪軸直接操縱氣門的機構,要使用加墊的方法調整氣門間隙,所墊的厚度應等于實測的氣門間隙加上原來墊片的厚度再減去氣門間隙的標準值。一般廠家準備了多種墊片供用戶選擇。氣門間隙的標準值,如表 1-22 所示。